- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

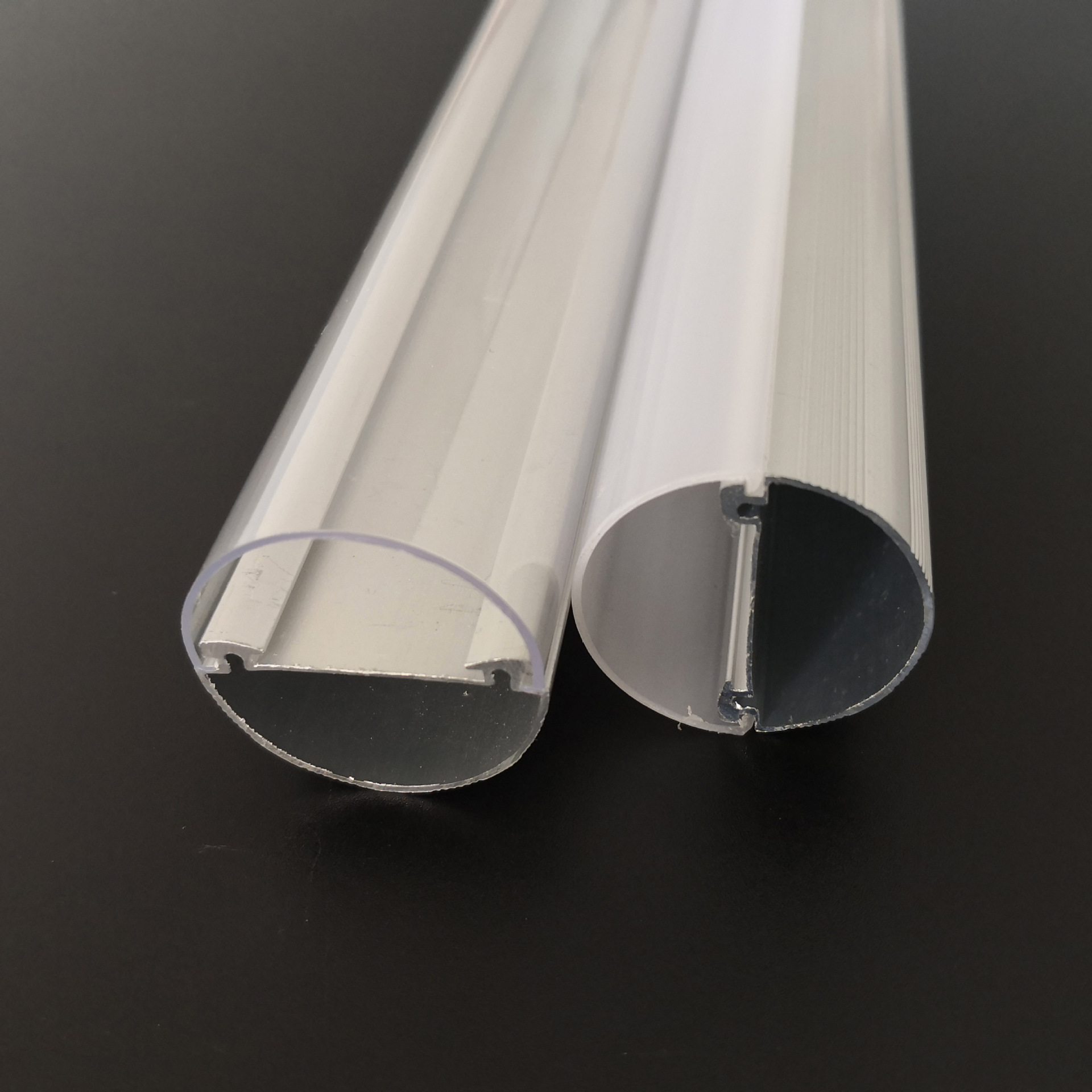
PC 압출 생산 경험
지침:
1. 사출압력이 높을 때, 튜브 내 온도가 너무 높거나 체류 시간이 길면 열분해, 변색 및 물리적 특성 저하가 발생하기 쉽습니다. 금형 온도는 85°C~120°C입니다. (1) 수분을 0.02% 이하로 조절합니다. (2) 120°C에서 4시간 동안 건조하고, 150°C를 초과하지 마십시오.
2. 완제품은 잔류 응력이 발생하기 쉽고 향후 균열이 발생할 수 있으므로 두꺼운 완제품을 형성하는 것이 특히 어렵습니다. 따라서 액상 이형제 대신 분말 실리콘을 이형제로 사용하는 것이 좋습니다.
3. 성형은 고온, 고압이 필요하며, 스크류형 성형셔틀을 사용해야 한다.
4. 재료는 사용하기 전에 완전히 건조되어야 합니다.
5. 게이트와 러너 설계는 유동 저항이 작아야 합니다.
6. 성형품은 벽에 가까운 두께로 설계하여야 하며, 금속부분은 피하여야 한다. 또한 후퇴 기울기는 2° 이상이어야 합니다.
7. 성형 수축률 0.4%~0.7%, 비중 1.2~1.5.
8. 가열 온도 230~310℃, 금형 온도 80120℃, 재료 튜브 온도 260~310℃, 토출 재료 온도 280~320℃, 사출 압력 800~1500kg/cm2, 최소 작동 온도 260°C.
9. 제습 건조기를 사용하고 건조 온도는 105~120°C(0.02~0.03% 미만)이며 24시간이 소요되며 재료 파이프의 첫 번째 섹션 온도는 260~270°C입니다. 두 번째 섹션은 260~270°C입니다. 세 번째 섹션 첫 번째 단계는 240~250°C입니다. 네 번째 단계는 220~230°C입니다. 금형 표면 온도는 40~60°C입니다. 온도 설정: 노즐 230~300℃, 앞부분 260~280℃, 중간 부분 265~275℃, 뒷부분 250~270℃; 스크류 속도 40~160rpm, 금형온도 80^120℃, 사출압력 1000~1400kg/cm2, 배압 5~15kg, 스크류 압축비 2.4, L/D 15~24.
JE는 중국의 PC 압출 전문 제조업체입니다.
더 많은 PC 압출 제품을 보려면 www.jeledprofile.com을 참조하십시오.
sales@jeledprofile.com으로 문의하실 수도 있습니다.
전화/Whatsapp/Wechat: 0086 13427851163
이전의:PC 압출 원재료의 특성